有一种蓝是“Apec蓝”,有一种霾叫“柴静霾”。这两天,微信朋友圈被柴静女士的片子《穹顶之下》刷屏,在片子出来之后,先是各种赞美,然后是各种质疑,再到如今的各种扒光和解剖,连柴静概念股都出来了,柴女士的能量堪比惊涛骇浪。随着两会的召开,再一次引起了人们对环保问题的思考与热议。

视频截图
2013年,我国全年燃烧煤炭达36亿吨,超过其他所有国家燃烧量的总和。在北京冬季单位浓度PM2.5中致癌物是夏季的25倍,原因何在?散烧煤炭。降低煤炭燃烧量,尤其是散煤燃烧量,将煤洗净,已刻不容缓。煤炭洗选可脱除煤中50%-80%的灰分、30%-40%的全硫(或60%~80%的无机硫),燃用洗选煤可有效减少烟尘、SO2和NOx的排放,入洗1亿t动力煤一般可减排60~70万tSO2,去除矸石16Mt。
煤炭通过洗煤机完成的工序,不仅提高煤炭质量,减少燃煤污染物排放,还提高煤炭利用效率,大量的节约了能源。通过洗煤优化产品结构,提高产品竞争能力,而且避免不必要的运输,减少运力浪费。
今天小编带您了解一下煤到底是怎样被洗干净的,它背后又蕴含哪些鲜为人知的秘密呢?

洗煤厂流程图
煤炭加工、矸石处理、材料和设备输送等构成了矿井地面系统。其中地面煤炭加工系统由受煤、筛分、破碎、选煤、储存、装车等主要环节构成。是矿井地面生产的主体。 受煤是在井口附近设有一定容量的煤仓,接受井下提升到地面的煤炭,保证井口上下均衡连续生产。
1、筛分
用带孔的筛面把颗粒大小不同的混合物料分成各种粒极的作业叫筛分。筛分所用的机器叫筛分机或者筛子。
在选煤厂中,筛分作业广泛地用于原煤准备和处理上。按照筛分方式不同,分为干法筛分和湿法筛分。
2、破碎
把大块物料粉碎成小颗粒的过程叫做破碎。用于破碎的机器叫做破碎机。在选煤厂中破碎作业主要有以下要求:
(1)适应入选颗粒的要求;精选机械所能处理的煤炭颗粒有一定的范围度,超过这个范围的大块要经过破碎才能洗选。
(2)有些煤快是煤与矸石夹杂而生的夹矸煤,为了从中选出精煤,需要破碎成更小的颗粒,使煤和矸煤分离
(3)满足用户的颗粒要求,把选后的产品或煤快粉碎到一定的粒度
物料粉碎主要用机械方法,有压碎、劈碎、折断、击碎、磨碎等几种主要方式。
3、选煤
是利用与其它物质的不同物理、物理-化学性质,在选煤厂内用机械方法去处混在原煤中的杂质,把它分成不同质量、规格的产品,以适应不同有户的需求。
按照选煤厂的位置与煤矿的关选煤厂可以分为:矿井选煤厂、群矿选煤厂、中心选煤厂和用户选煤厂;我国现有的洗煤厂大多是矿井洗煤厂。现代化的洗煤厂是一个由许多作业组成的连续机械加工过程。
4、跳汰选煤
在垂直脉动的介质中按颗粒密度差别进行选煤过程。跳汰选煤的介质是水或空气,个别的也用悬浮液。选煤中以水力跳汰的最多。
跳汰机是利用跳汰分选原理将入选原料按密度大小分选为精煤、中煤和矸煤等产品设备。
5、重介选煤
在密度大于1g/cm的介质中,按颗粒密度的的大小差异进行选煤,叫做重介质选煤或重介选煤。选煤所用的重介质有重液和重选浮液两类。重介选煤的主要优点是分选效率高与其它选煤方法;入选力度范围宽,分选机入料粒为1000-6mm,漩流器为80-0.15mm生产控制易于自动化。重介选煤的缺点是生产工艺复杂,生产费用高,设备磨损快,维修量大。
重介选煤一般都分级入选。分选块煤一般在重力作用下用重介质分选机进行;分选沫煤在离心力作用下用重介质漩流器进行。
6、存储
储煤仓:为调节产、运、销之间产生的不平衡,保证矿井和运输部门正常和均衡生产而设定的有一定容量的煤仓,接受生产成品煤炭,保证能顺利出厂,进入最后的装车阶段。
我国选煤水平及洗选设备与国外存在的差距及问题分析
在过去几十年中, 选煤技术水平的提高是整体的、全面的、系统的, 目前在很多方面已经达到世界先进水平, 一部分处于领先地位。但是我国选煤业的发展还不能适应国民经济和社会发展的需要, 必须加快发展。
1、我国选煤水平存在的差距
我国选煤的总体水平与先进国家相比,还存在较大差距,主要表现在:
(1)入选比率低
原煤入选率仅50%,特别是动力煤仅20%左右,有15亿吨左右的原煤未经任何洗选加工作为商品煤,造成资源浪费和环境污染。发达国家原煤入选率70~90%,日本、美国均占90%以上。美国原煤灰分平均14%左右。
(2)商品煤质量差
由于大量生产和消费煤炭,商品煤灰分较高,燃煤器具(锅炉、窑炉、民用炉灶等) 又比较落后,燃烧效率低, 因此导致各行业能耗高,燃煤所引起的大气污染比较严重。长期以来我国商品煤灰分全国平均21~22%,炼焦精煤全国平均9.5%左右,电厂用煤平均灰分25~28%,美国炼焦精煤灰分5~8%,电厂用煤平均灰分9.5%以下。
(3)选煤厂数量多但平均规模小
近年来虽然建设了一批大型选煤厂, 但是我国选煤厂仍以中、小型为主, 全国选煤厂平均入选能力仅1.05Mt/a。由于规模小, 其装备水平相对来说较差, 劳动生产效率和洗选效率较低, 与先进国家相比还有较大差距。
(4)选煤设备制造能力低,产品质量差
我国虽然建立起自己的选煤设备制造体系,用国产的设备能够装备300~400万t/a能力的选煤厂,但机械设备的制造质量差,可靠性低,自动控制水平不高,成为制约我国大型选煤厂发展的瓶颈。特别是一些大型高效选煤设备的可靠性有待提高。因此选煤厂需要备用设备,使系统变得复杂,增加了维修工作和维护人员,提高了加工成本,降低了经济效益。
2、国外选煤发展趋势
发达国家历来重视煤炭的加工利用,随着洁净煤技术的兴起,作为其主导技术之一的选煤技术,在各国(包括发展中国家)都得到了迅速发展。主要体现在以下几个方面:
(1)原煤洗选比例较高,厂型趋向大型化。据统计,美国选煤厂最多时(1986年)达507座,平均处理能力486 t/h,而到1996年,选煤厂数量减至340座,平均处理能力增至716 t/h。
(2)重介质选煤得到较快发展。据统计,美国的340座选煤厂中,有43.2%装备了重介质分选机,有51.5%装备了重介质旋流器。澳大利亚的选煤厂中90%以上采用了重介质选煤。对德国易选煤,重介质选煤也达到22.9%。在俄罗斯现有的71座选煤厂中,生产能力的42%为重介质选。
(3)细粒级煤的分选与脱水成为研究开发的重点。出现了微泡浮选柱;充填式浮选柱;浮选旋流器;以及采用流膜选的多密度分选机;采用离心力选的选矿机、离心跳汰机; 以及高效粉煤脱水回收加压过滤机、超高速离心机和隔膜挤压式压滤机等新技术和设备。
(4)广泛使用在线监控,实现选煤厂高度自动化,保证了产品质量稳定、设备工作可靠、分选工艺和产品结构达到最优化、并极大限度提高了产品产率和经济效益,使工作人员大大减少,处理能力达800~1500 t/h的选煤厂每班操作人员一般不超过3人。
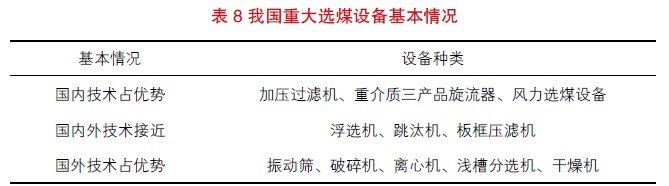
3、国内与国外选煤设备的对比
(1)大型破碎机
国外现状:进入我国的世界知名破碎机有英国MMD(筛分破碎机)、澳大利亚爱邦(齿轮破碎机)、南非舒马 、德国克虏伯(分级破碎机)、美国麦克拉汗的DDC-sizer 破碎机等,其中MMD有6个系列,已有几百台在中国选煤厂使用。处理能力:粗破12000t/h,中破500t/h;破碎强度 200Mpa;产品合格率96%,超粒<5%;使用寿命(破碎齿)国产设备的3-5倍。设计合理,MMD625型通过量1000t/h,机身高度600mm。
国内现状:处理能力小,破碎强度小(120Mpa),超粒10~30%,使用寿命短。
(2)大型筛分机
国外现状:美国康威德,1ST,德国申克、罗德维奇等,在中国大型选煤厂份额>80%。
振动强度4.5g,筛框及振动器寿命>5年,噪声低<85dB(A)。
国内现状:振动强度小,处理能力小,使用寿命短设备重量重,噪声>90db(A)。
(3)重介浅槽分选机
国外现状:美国丹尼斯销售超过400台(含中国安太堡),澳大利亚的亚的芦德维奇。分选粒度200~13(6)mm,分选精度Ep=0.02(+13mm)Kg/L,单机分选槽宽>7900mm,处理能力1000t/h,机体使用寿命5~8年(排矸链轮半年)。
国内现状:最大槽宽6700mm,处理能力700t/h左右,使用寿命2000~4000h。
 |
|  RSS订阅
RSS订阅















































 :871792307
:871792307