一、技术名称:热电厂烟气余热回收
二、技术所属领域及适用范围:电力行业燃煤火电机组
三、与该技术相关的能耗及碳排放现状
目前,火力发电厂集中表现在实际运行中经济性偏离设计状态较高,存在很大的节能潜力。通过对不同类机组进行诊断分析、研究,发现火力发电厂普遍存在本体效率较低、热力系统冗余与泄漏、运行参数不合理等问题,可利用系列节能技术进行解决,从而提高汽轮机组性能。汽轮机组热力系统的状态是影响机组能耗和运行安全经济性的重要影响因素,目前很多机组存在热力系统运行损失大、维护成本高、检修后性能下降快等问题。目前该技术可实现节能量64万tce/a,CO2减排约169万t/a。
四、技术内容
1.技术原理
基于火电厂烟气综合优化系统余热深度回收,是在电站锅炉空气预热器与电除尘器之间的尾部烟道加装烟气冷却器,将烟气温度降低到90℃左右,回收的烟气热量可以将凝结水从70℃加热到110℃左右,从而排挤低压加热器抽汽,增加了汽轮机的做功。
余热回收装置安装在电除尘器之前,一方面可以将电除尘器入口烟气温度降低至酸露点以下,SO3与H2O结合形成H2SO4蒸汽,凝结在飞灰表面,使得飞灰比电阻降低至1010(Ω˙cm)以下,进入最适合电除尘工作的范围内,大大提高了静电除尘器效率,同时也大大提高了SO3的脱除率。另一方面,烟气在进入除尘器前温度降低,流速也相应减小,在电除尘器内的停留时间就会增加,使得电除尘装置可更有效地对烟尘进行捕获,从而达到更高的除尘效率。因此本技术可以降低除尘器的改造费用。
传统尾部烟道中,SO3只有在通过脱硫塔时才能被脱除,且脱除率仅有20%-30%,剩余的SO3随着脱硫塔出口的饱和烟气进入烟囱,对脱硫塔后的烟道及烟囱产生极大的腐蚀。而本技术可以将SO3的脱除率提高至90%左右,大大减缓了烟气对后续设备的腐蚀。
脱硫塔入口烟温可降低到90℃左右,使烟温达到最佳脱硫效率状态,大大减少脱硫塔的冷却水耗。
该系统在回收烟气余热的同时,不影响现有热力系统的长周期安全运行,不仅降低了排烟温度,提高了机组效率,而且提高了电除尘器效率,节约了脱硫塔的耗水量。
2.关键技术
(1)烟气冷却器的设计;
(2)烟气冷却器低温腐蚀研究;
(3)烟气冷却器的防积灰、防磨损设计;
(4)热力系统优化设计和控制。
3.工艺流程
工艺流程见图1,空预器出口的烟气经过烟气冷却器后温度降至90℃左右,烟气温度降低至酸露点以下,SO3与H2O结合形成H2SO4蒸汽,凝结在飞灰表面,飞灰比电阻降低,且由于烟温降低,进入除尘器的烟气量减小,大大提高了除尘器的效率,同时也大大提高了SO3的脱除率。经过除尘的低温烟气进入引风机后,可以节省引风机的功耗,继而进入脱硫塔后可以降低脱硫塔的水耗,最后进入烟囱时也可以降低对烟囱的腐蚀。
在凝结水方面,从N级低压加热器入口抽取一部分凝结水,进入烟气冷却器后被加热,返回至N+1级(按实际情况而定)低压加热器出口,从而节省低压加热器的抽汽,增加汽轮机的做功,节省煤耗。
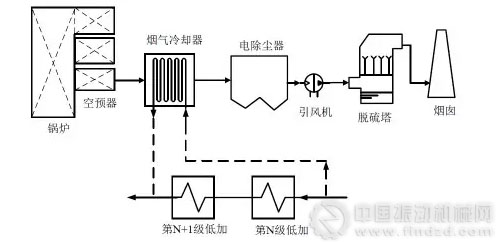
图1 热电厂烟气余热回收工艺流程图
五、主要技术指标
采用该烟气深度冷却节能减排技术后,发电煤耗可以降低2-3g/kWh。与传统低温省煤器技术相比,由于深度冷却效果使节能量提高30%以上,粉尘排放降低50%以上。
六、典型应用案例
案例应用单位:某发电有限责任公司
建设规模:一期4×300 MW,二期2×600MW。主要技改内容:以3#机组为例,在空气预热器与电除尘器之间的烟道内增加烟气冷却器,给水从8#低加入口与7#低加出口混合至70℃后引入烟气冷却器,加热后回到6#低压加热器入口,烟气冷却器串联入原回热系统,使排烟温度从150℃降低到95℃,低压给水从70℃加热到104.6℃,主要设备包括烟气冷却器、控制系统、吹灰系统、阀门和管道,建设期45天。节能技改投资额965万元。年节能量:3900tce,年节约费用234万元/年,投资回收期4.12年。
七、推广前景及节能减排潜力
截止到2013年12月,我国火电装机容量为7.9亿kW。据此推测,预计未来5年,总投入72亿元,有50%的火电厂进行烟气综合优化系统余热深度回收技术改造,年运行时数平均按照5000小时计算,每年节能320万tce,减碳量845万tCO2/a,节能减碳潜力巨大。
 |
|  RSS订阅
RSS订阅















































 :871792307
:871792307