振动监测是诊断电机故障的方法之一
随着生产形势的日益严峻,连续生产、不间断作业、提高产量、保证效益成为各单位追求的首要目标。电机作为电器或各种机械的动力源,其故障带来的影响也越来越大。电机故障原因较复杂,往往机械故障和电气故障交缠混杂。可靠的电机监测和维护可有效降低电机故障率,其中振动监测是简便而又比较成熟的电机故障监测和诊断方法之一。
1 基本情况简介
某炼油厂三催化循环油浆泵P210/2电机于1997年3月投用。该泵为双支撑单级双吸泵,泵两端采用机械密封,两端轴承采用油雾润滑方式;电机轴承使用润滑脂润滑。
泵型号为12×14-26A×L;轴功率为278~323kW;设计流量为900m3/h;设计压力为1.5MPa;设计温度为350℃;操作流量为800m3/h;操作压力为1.2MPa;操作温度为335℃;介质为油浆;泵联轴器端(前)轴承型号为6318;泵非联轴器端(后)轴承型号为7318B(2个背靠背)。
电机型号为YB-450S2-4W;功率为355kW;额定电流为41A;转速为1470r/min;膜片联轴器;电机轴伸端(前)轴承型号为NU322;电机非轴伸端(后)轴承型号为6322。
2 故障情况及分析
2.1故障情况
2012年8月14日,在检测点(如图1所示)检测电机轴承,发现电机非轴伸端轴承振动加速度包络gE值呈加速上升趋势,轴承振动速度在允许范围内,为1.7mm/s,轴承温度及声音未见异常,测试数据见表1。检测知电机非轴伸端轴承振动加速度包络gE值最高为40,冲击脉冲值LR/HR为55/44,已严重超标,分析认为非轴伸端轴承运行状况欠佳。
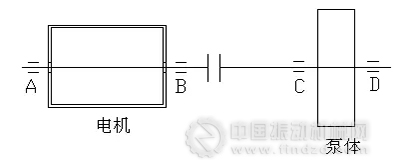
图1设备监测点示意图
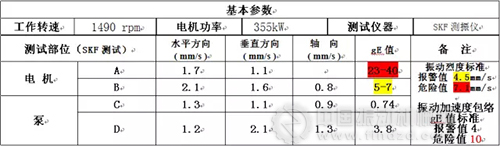
表1机泵测试数据
注:电机工作转速为1490r/min,电机功率为355kW,测试仪器为SKF测振仪。
2.2频谱分析
2012年8月23日上午,电机非轴伸端轴承加速度包络gE值升至50,轴承声音异常,振动速度为2.4mm/s。A点垂直振动频谱图、水平冲击脉动频谱图、水平振动加速度包络频谱图如图2~图4所示。

图2A点垂直振动频谱图
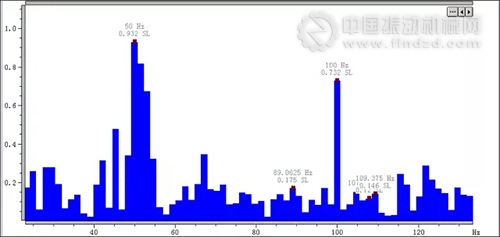
图3A点水平冲击脉冲频谱图
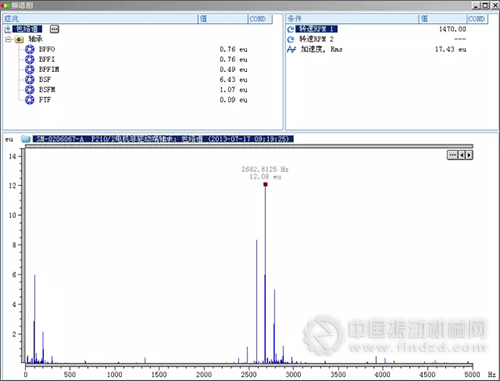
图4A点水平振动加速度包络频谱图
根据频谱图可知,主要振动频率除工频外还存在电源频率2倍频,并伴有非整数倍频,推断轴承出现松动和缺陷;在振动频谱中,76.7Hz左右频率尤其异常突出,该频率与轴承外圈故障频率接近,同时振动加速度包络频谱中有高频突出,表明轴承已进入故障加速损坏期。
电机后轴承随运行时间的增长,其冲击脉冲值和加速度包络值先呈缓慢上升趋势,且出现异常声音,说明轴承已出现早期磨损故障特征。继续运行,振动烈度呈缓慢上升趋势,轴承温度呈上升趋势,但变化都不明显,而冲击脉冲值和加速度包络值加速上升,呈不稳定上升、下降来回波动趋势,说明轴承已进入中期磨损。此时,电机后轴承振动频谱与运行初期相比已有明显变化,如图5所示,冲击脉冲值LR/HR最高也已升到55/44,加速度包络gE值最高已升到50。
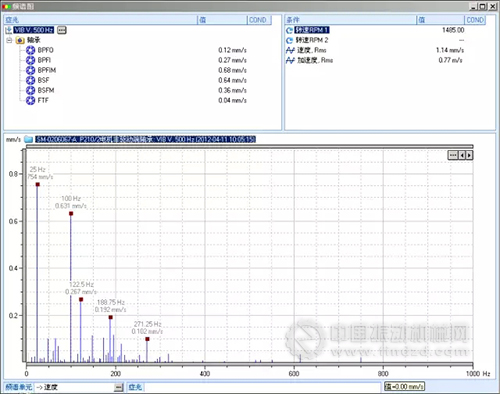
(a)运行初期
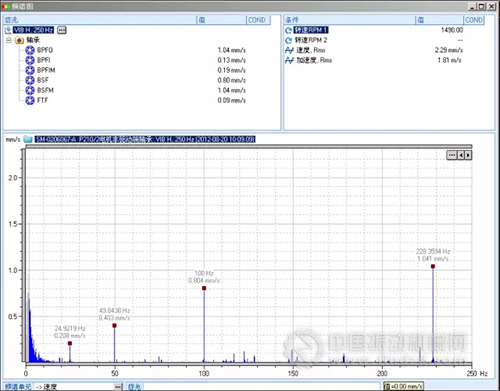
(b)运行15天后
图5后轴承振动频谱图
2.3轴承故障频率计算
为了确定故障部位,对轴承故障频率进行计算。滚动轴承特征频率一般包括内圈通过频率(Fi)、外圈通过频率(Fo)、保持架频率(Fc)、滚动体通过频率(Fb),其计算式分别为:
Fi=fZ(1+dcosα/D)/2
Fo=fZ(1-dcosα/D)/2
Fc=f(1-dcosα/D)/2
Fb=fD(1-d2cosα2/D2)/2d
式中,f为滚动轴承内圈回转频率,Hz;d为滚动体直径,mm;D为轴承节径,mm;Z为滚动体个数;α为压力角。
深沟球滚动轴承6322SKF的d为20mm,D为175mm,Z为8,α为0°,则Fi为110.5Hz,Fo为为87.9Hz,Fc为11Hz,Fb为107Hz。
与频谱图对照,在振动频谱图中并没有出现轴承故障频率,但在冲击脉冲频谱图中存在89、109、107Hz频率,它们分别与轴承故障频率外圈通过频率(Fo)、内圈通过频率(Fi)、滚动体通过频率(Fb)相对应,表明轴承内外圈及滚动体存在缺陷。
3 解体检查试验
2012年8月23日下午,对油浆泵P201/2电机非轴伸端轴承进行检查,发现轴承内、外圈滚道有条纹状损伤(如图6所示),局部触摸有凹凸感。造成该损伤的原因有两种:微振动和电蚀或放电。

图6电机非轴伸端轴承内、外圈滚道磨损图
电蚀是指电流在旋转中的轴承的滚道轮和滚动体的接触部分流动时,通过薄薄的润滑油膜产生火花,从而导致接触表面因发生局部熔化而变得凹凸不平。电蚀程度较大时,会引起表面剥落或促使旋转表面的硬度降低而加快磨损进度。产生电蚀的原因是内外圈间存在电位差。电蚀较严重时,在轴承内外圈滚道和滚柱表面可能会产生条纹状电蚀。
微振动是指两个接触面间相对地反复微小滑动,主要发生在滚道面与滚动体的接触部分上,微振动的结果是产生微振磨损。产生微振动的原因有润滑不良;小振幅摇摆运动;过盈量不足。
为了查明轴承故障原因,首先对电机进行绝缘检测。绝缘试验146ms时,发生单相接地故障,C相电压降为零,A、B相相电压升至线电压;绝缘试验195ms时,电机A、B相绝缘击穿,发生三相对称接地短路,母线电压降至41V左右。事后检查发现,电机三相对地绝缘电阻为零,电机引线绝缘状况良好,电机线圈内有焦味,电机引线、接线盒内有焦黑碳粉,接线盒边缘及固定引线金属横梁共有3处对地放电点,如图7所示。

图7对地放电点图
解体电机检查定子线圈,未发现明显故障点。测量定子线圈直流电阻:AB相为1.70Ω,AC相为1.74Ω,BC相为1.71Ω,直流电阻超差2.35%,不合格(规范要求线间电阻相互差别不超过1%)。对定子线圈进行直流耐压泄漏试验,加压至5000V时,泄漏电流为60μA;加压至6000V时,泄漏电流为20mA,30s后电机轴伸端线圈端部两线圈连接部位绝缘击穿。
拆卸轴承后,测得其过盈量超过20μm,且润滑脂充盈,因此排除润滑不良及安装过盈量不足导致条纹状损伤的情况。现在只剩下小振幅摇摆运动一个因素,而产生此因素的条件是存在轴向力,且该轴向力方向不固定。
该泵为双支撑单级双吸泵,本身具有平衡轴向力的功能。但是,油浆含催化剂,泵体及密封环长期被冲刷,先是后轴承侧口环间隙变大,轴向力冲向泵后轴承,随着冲刷力越来越大,叶轮前口环间隙也变大,最终导致两侧口环间隙越来越大,此时转子受到额外的交变轴向力作用。轴向力一部分由泵后轴承背靠背安装的角接触球轴承7318承受,当轴承承载力小于轴向力时,转子向轴自由端移动,轴向力通过联轴节传到电机,最终导致泵密封泄漏、电机轴承磨损。
4 结束语
可靠的电机监测和维护可有效降低电机的故障率。振动监测虽然不是电机监测的最好方法,但是与其它监测方法配合使用,运用得当,可以为故障诊断打开突破口。对于深沟球轴承,利用冲击脉冲值和加速度包络gE值进行综合监测,判断轴承早中期故障状态是有效的。结合频谱分析,可对轴承中后期故障进行诊断,对故障部位进行确定。但是需要注意的是,对于不同的轴承类型,利用冲击脉冲值和加速度包络gE值综合监测、判断轴承故障状态,判别标准是有区别(与轴承游隙、轴承结构形式等有关)的。
- 国家统计局:2024年12月下旬6类煤炭价格持续下跌(2025-01-06)
- 圆满结束!开幕不到4小时明年展位就售出?2024宁波电机展第一天到底发生...(2024-12-11)
- 电机人不能错过的年终盛会!行业大牛联手IEMC邀您共聚宁波...(2024-11-29)
- 重磅!IEMC电机展第一版企业名单出炉(2024-08-29)
- 2024 IEMC电机展,12月邀你共赴盛会(2024-08-12)
- “黄石制造”加速攀高 高技术制造业增加值上半年增长29%...(2024-07-30)
- 17座尾库矿安全监测装上“千里眼”(2023-10-24)
















































