|
一、基本配置
|
序
|
项 目
|
数量规格
|
说 明
|
|
1
|
主机机型
|
RK –NB630-800
|
4.2m (长) x 2.4m(宽) x1.6m(高)
|
|
2
|
直线导轨
|
SBR40
|
4 m x 2套
|
|
SBR25
|
2.4m x 2套
|
|
3
|
焊枪升降系统
|
1组
|
采用进口减速电机及传动丝杆带动焊枪升降,导向杆选用双圆柱直线导轨
|
|
4
|
数控系统
|
1套
|
F4500数控系统
|
|
5
|
自动编程软件
|
1套
|
标准版
|
|
6
|
横向步进电机及驱动
|
1套
|
86BYGH11840
|
|
7
|
纵向步进电机及驱动
|
1套
|
86BYGH11840双边驱动
|
|
8
|
变速箱
|
2套
|
PLE80
|
二、技术指标
|
序
|
项目
|
可达指标
|
|
|
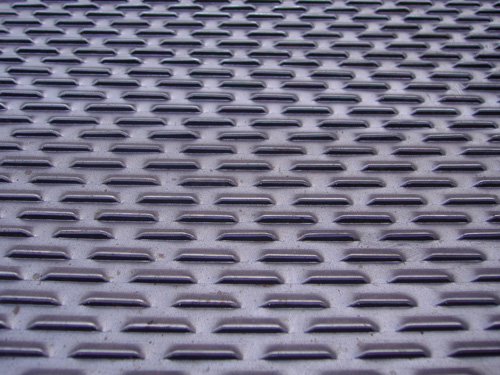
1
|
堆焊厚度(mm)
|
1.5-20mm
|
|
|
2
|
焊枪升降较大行程(mm)
|
120mm
|
|
|
3
|
X向较大行程 (mm)
|
4000 mm
|
|
|
4
|
Y向较大行程(mm)
|
1820 mm
|
|
|
5
|
板材堆焊有效长度(mm)
|
3500 mm
|
|
|
6
|
板材堆焊有效宽度(mm)
|
1800 mm
|
|
|
3
|
导轨安装
精度
|
1) 主导轨侧面直线度:0.5mm/1000mm
2) 副导轨侧面直线度:1mm/20000mm
3) 主导轨和副导轨纵向轨面与水平面平行度:+0.2mm/1000mm
|
|
|
4
|
交点偏移
|
≤1mm
|
|
|
|
5
|
直线度
|
0.5mm
|
|
|
6
|
圆 度
|
≤1mm
|
|
|
7
|
对角线差
|
≤2mm
|
|
|
8
|
重复定位精度
|
±0.5mm/10M
|
|
三、工作环境要求
|
1
|
|
工作环境温度
|
0-45℃
|
|
2
|
|
相对湿度
|
90%无冷凝
|
|
3
|
|
周边环境
|
通风,5米内无冲击
|
|
4
|
|
电源电压
|
380V±5%
|
|
5
|
|
电源频率
|
50HZ
|
|
6
|
|
输入功率
|
10KW
|
|
7
|
|
接地类型
|
集中直接式
|
四、设备描述
1、堆焊数控系统简介:
01】数控系统的主要特点是能按照图纸要求加工,以电脑编程方式替代以前繁锁而又低效率的人工计算,能有效地堆焊出各种形状复杂的板材(可堆焊直线、圆弧、非圆弧曲线的组合)。是现代堆焊行业的新型自动化设备。数控系统采用两轴数字编程控制.该系统轻巧便携,操作简单,容易掌握,操作有菜单或图形提示,直观、方便。按键开关轻触设计,舒服便捷。USB接口前置,方便文件导入导出,由ARM和DSP推荐电机控制芯片构成核心控制系统,液晶图形显示、文件操作、系统配置方便易懂,DSP控制电机使得堆焊过程更加稳定可靠。
02】5.7寸320*240高分辨液晶屏,蓝底白字。
03】全中文/英文菜单系统。
04】45种常用图库(包括网络图形),可选择设置堆焊图形尺寸。
05】支持EIA代码(G代码)、及FastCAM等各类套料软件。
06】运动中可适时加速、减速。
07】256M超大的加工文件存储空间,满足各种复杂程序的运行与加工,轻松处理大程序的运行。
08】采用ARM7处理器技术,程序运行速度和界面刷新速度更快。
09】帮助功能,对于初级用户使用更加简单。
10】轨迹可以连续回退至原点。
11】图形显示,实时轨迹移动显示。
12】可将数控系统内的加工文件拷贝到U盘中。
13】用户可以用U盘下载更新较新应用程序进行更新升级。
14】轨迹输入采用U盘传输CAD进行套料后的加工文件和现场手动编写G代码两种方式。
15】USB、RS232串口通讯控制,U盘直接读取文件功能,便捷的现场操作。
16】步进电机采用高细分驱动器,精度高、运行平稳。
17】升降任意调节。
2、机械构成:
该机由横梁组件、机架组件、纵向导轨,采用双边驱动的龙门式结构。
01】横梁部件:采用方管对焊结构,刚性好,精度高,自重轻,惯量小的特点。所有焊接件均振动时效去应力处理,有效防止结构变形;横梁前侧上下装有高精度直线导轨和齿条,保证堆焊机的运行平稳,且经久耐用,整洁美观。
02】机架部件:主机架是由矩形管焊接而成
03】纵向导轨:由两节高精度导轨、齿条等组成。纵向导轨是采用精密加工的特质钢轨制成,在每根导轨下面有调整垫板,导轨的连接通过垫板和调节螺栓固定在沉梁上。两节导轨上都装有纵向齿条,由输出齿轮与之相啮合,实现主机的双边驱动纵向运动。
4、电气控制:数控堆焊机的电气控制由数控、电气、步进系统组成,模块化设计,布线简捷、合理、规范,性能稳定;系统还具有故障显示报警,有效地保护人员和设备的安全;具有操作菜单提示,操作灵活方便,性能稳定可靠。
5、电源技术参数
输入电压:380V—50/60HZ
|


 |
|  RSS订阅
RSS订阅









 :871792307
:871792307