GBZ1800×17000板式给料机产品说明书
一、GBZ1800×17000板式给料机用途、规格和技术参数
1、用途:
板式给料机是矿山、冶金、建材、港口、煤碳和化工工矿企业中广泛使用的一种连续运输机械。主要作为由贮料仓或转料漏斗向破碎机、配料装置或运输设备连续均匀地供给和转运各种大块重物与磨蚀性的散状物料之用。是矿石与原料处理和连续生产过程中重要和必不可少的设备之一。
本机专为大型水泥成套项目设计制造,同时也适用于冶金矿石的相同作业。该机能定量将矿石原料向大型破碎机均匀供料,采用交流变频调速的方式控制其生产能力。牵引链为高强度推土机用履带链条。
2、GBZ1800×17000板式给料机技术性能参数
序号 名称 单位 说明
1 用途 用于将石灰石喂入破碎机
2 基本数据 石灰石
要求能力 t/h 450
粒度 喂料粒度mm ≤900
密度 t/m3 1.4~1.6
水分 % <5
板喂机宽度 m 1.8
板喂机长度(头尾轮中心距) M 17
安装角度 ° 15
3.1 链板
型号 OK板
宽度 mm 1896
重量 kg 165
材质 焊接件(45、Q235)
处理方式 两侧板表面高频淬火
表面硬度 HRC40-45
3.2 链条
型号 坦克链
长度(2根) m
重量(2根) kg
材质 35MnB
处理方式 调质/高频淬火
表面硬度 HRC48-55
运行速度 m/s
3.3 滚筒 滚动轴承组合型式
型号 BWZ1800
数量(上排/下排) 个 72/32
材质 45#
处理方式 高频淬火
表面硬度 HRC40-45
润滑脂类型 MoS2
3.4 支撑
3.5 运转装置
主动链轮装置
主轴直径 mm 300
主轴材料 40Cr
处理方式 调质
表面硬度 HB220~260
主动链轮直径 mm 868.55
主动链轮齿数 25
主动链轮宽度 90
主动链轮节距 mm 216
主动链轮齿块材料 40MnB
处理方式 高频淬火
表面硬度 HRC48-55
主轴轴承 瓦轴23056K
润滑脂类型 4号钙基润滑脂
尾部链轮及拉紧装置 40MnB
尾轮直径 mm Ф774
尾轮材料 ZG40Cr
处理方式 调质后高频淬火
表面硬度 HRC40-45
轴承型号 瓦轴22228/C
润滑脂类型 4号钙基润滑脂
拉紧装置 弹簧螺旋拉紧
3.6 驱动系统
减速机 苏州博能
型号 P2KA17-500套装式减速机无需基础
变频电机 西门子电机(中国)有限公司
型号 YVF2-250M-6
速度 r/min 980
额定功率 kw 37
电机调速方式 变频调速
联轴器 HLL型柱销联轴器
设备总重量 kg 72500
二、GBZ1800×17000板式给料机工作原理和结构特征
1、工作原理:
本机采用节距为228的高强度推土机模锻链条为牵引件,两根链条绕过安装在机体头部的一对驱动链轮和机体尾部的一对张紧轮联成封闭形回路,在两排链条的每个链节上装配了相互交迭的、重型结构的输送槽而成为一个连续的能够运载物料的输送线路。其自重和物料的重量由安装在机体上的多排支重轮、链托轮和滑道梁支承。传动系统经交流变频调速电动机联接减速机,再由涨套与驱动装置直联驱动运载机构低速运行。将尾部料仓卸入的物料沿输送线路运至机体的前方排出,实现向下方的工作机械连续均匀喂料的目的。
2、结构特点:
本机由以下几个主要部分组成,分述如下:
(1)传动装置:
采用交流变频调速电动机与减速机直联,减速机通过弹性柱销联轴器或锁紧盘(涨套)与主机的驱动装置联接。传动装置的安装方式有左装与右装及双边驱动之分,当传动系统安装在物料运行方向的右侧称右传动,在左侧称为左传动。双边驱动则为双侧同步驱动。
(2)驱动链轮装置和张紧装置
驱动链轮为多齿的合金铸钢材质,齿廓经表面淬火硬化处理,具有良好的强度和耐磨性。张紧轮采用无齿形结构和硬化处理工艺,达到了减少运转中的振动和牵引链磨损的目的,对整机运行的平稳性有显著作用。
驱动轴和张紧轴采用40Cr或42CrMo锻钢和调质热处理。轴承座都是铸钢材质与迷宫式密封结构,使用效果好。主轴承均采用自动调心滚子轴承与定时供脂装置,因而具有润滑和密封性良好、使用寿命长、运行阻力小和维护简便的特点。螺旋张紧机构能简便有效地控制牵引链条的预张力和调整运载机构的跑偏。
(3)运载机构:
本机履带链条为牵引链(通常称坦克链),单根链条的破断拉力大于180t,使用安全系数大于6~8,抗拉强度有充分的保证 。在正常保养条件下可长期使用,不用更换。
装载物料的输送槽由底板,内、外侧板与加强梁及托板焊接成刚性槽体。具有耐磨和抗冲撞的特点,相互交迭部位采用无间隙弧形板过渡,无论水平与倾斜输送物料都不会漏料。为了联结的可靠性。牵引链在一般情况下不要求注润滑油,但允许对链条节点链板间手工滴油以减少磨耗与阻力。
(4)支重轮、链托轮、自润滑托轮与回程辊轮:
支重轮采用钢制辊子和双排滚柱轴承结构,强制注脂润滑方式,所以能够长期经受运载机构的重压而无须更换。安装链托轮是为了控制运载机构的侧向摆动。
回程辊用于承托运载机构的返回(环形封闭回路),也采用了钢制辊子给脂润滑的滚动轴承结构。支重轮和回程辊都刚性固定在机体上,在支重轮承托架的下部,回程辊中有防跑偏的结构。
本机设计支重轮为两排布置,机架中间部位为自润滑支重轮支承方式。在正常维护保养条件下,支重轮使用寿命4年以上,回程辊2年以上。在机架中心线上料仓部位又安装了一排自润滑托轮,能够长期工作而不用更换和注脂。
(5)机体:
采用装配式焊接结构的机体,增加了螺栓联接部位,便于制造、运输和拆装。为了充分保证机体的刚性和承受冲击负荷的能力,许多部位都得到了加强。对安装轴承座的平面采用了特殊的组焊工艺, 保证了装配精度。由于紧凑的结构布置,因而机体的横向尺寸较相同型号的同类产品都要小。
(6)导料防护装置:
由头罩、中罩、支柱和尾部料斗几部分组成,用螺栓联成一体,并支撑在机架上。尾部的入料法兰与料仓相联,头罩排料口法兰与破碎机相联,构成一个密闭的导料防护系统。
(7)过负荷自动保护:
给料机在运行过程中,如果发生大块物料或异物出现堵塞的情况,为了防止电动机、减速机传动部件与驱动装置的零部件发生过载损坏。在控制电路中应设计过载电气自动保护线路和电子元器件。
(8)运转部件的润滑:
对各部分的轴承----头、尾主轴承,支重轮和回程辊的轴承均采用定期注脂润滑方式,本公司专门配置了一种电动给脂装置。保证各部位的轴承处于良好的润滑状态:
①:驱动与张紧装置的轴承,要求每个月检查一次润滑情况,及时补给锂基润滑脂,每周注润滑脂一次。
②:支重轮每半年补给一次润滑脂,回程辊每3个月检查补给一次。
③:中间部位的自润滑支重轮由于自身具有润滑效果,在正常生产过程中可免润滑,在大修过程中可对其拆解并加注少量的润滑脂。
④:链托轮由于处在机体的外侧位置,用人工清扫并适当加注润滑脂就可保证正常的使用功能。
三、GBZ1800×17000板式给料机装配、调试和运转试验
1、装配与调试:
A、部件单独装配检测项目:
(1) 装配传动装置并确认电动机的转向,检查螺栓联接的松紧。检查传动机座和传动底座相互位移是否灵活可靠。
(2)驱动链轮装置和张紧装置按部件图装配和检验,应保证轴承转动灵活和两驱动链轮相应齿廓的位置度公差符合设计要求。
(3)机体组装:检测头、尾部轴承座安装平面的平行度公差,支重轮和回程辊承托梁的平面度公差。其中支重轮托梁由于数量较多,安装调试合格后一定要作好标记。
(4)支重轮和回程辊装配:检测每个辊轮灵活性,将支重轮安装在机体上并检测其灵活性,回程辊的油嘴应对准机体上相应的给脂孔位。
(5)输送链装配与检测:分段组装牵引链与输送槽并对各节点注滑润油。
(6)输送槽连接:分段装配运载机构,由牵引链条连成一体,联接的高强度螺栓不要一次性拧紧。
B、总装与调试顺序
机体安装—→支重轮承托梁安装调整—→回程辊托梁安装调整—→支重轮、链托轮和回程辊在机体上组装—→调整辊轮上踏面的平面度公差—→驱动链轮装置和尾部张紧安装。
电话:13606279786







 |
|  RSS订阅
RSS订阅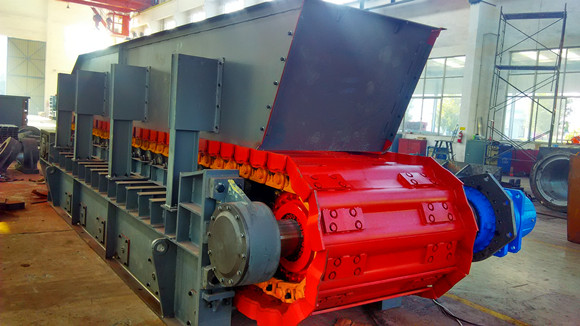










 :871792307
:871792307