太原时效振动仪 消除应力装置生产厂家
张经理:13791031859 0531-88627138
对焊接构件、轧制、锻制和铸造的机器部件的加工过程,常常由于残余应力而产生严重的变形。针对加工过程中产生的这些残余应力可以采用振动时效设备消除掉,也可以采用专门的机械加工程序和采用热应力消除法就可以达到特殊的线度公差要求。但是这两种方法都非常昂贵。
JG-100 经济型振动时效 简介
★ 纯手动控制,电压表,电流表等参数均可调节
★ 手动扫频,时效频率固定
★ 功能简单,经济性,性价比高
★ 电路具有移向范围宽,自动稳压,过流过载保护
★ 时效处理时间,人工控制
JG-100经济型 振动时效装置 技术参数:
型 号
主要技术参数 | K1 | K2 |
K3
|
K4
|
K5
|
较大激振力(KN) | 5 | 15 | 30 | 40 | 50 |
调速范围(r/min) | 1000~10000 | 1000~8000 | 1000~8000 | 1000~8000 | 500~8000 |
可处理工件重量(T) | 0~2 | 0~20 | 0~50 | 0~100 | 0~500 |
电机功率(W) | 600 | 1200 | 1500 | 2200 | 3500 |
采用振动时效处理法对变形的工件进行处理时,晶格和晶界应力会抑止住振动,这种衰减或者更有效地说由内阻力引起的衰减,是在临界点时发生的,且残余应力较大,结果导致局部能量较高。后者使得晶界位错滑动,发生换位现象、轻微的原子扩散,这样产生出更稳定的结构。同时微观残余应力减小了,处理过的零件或者工件就稳定了。需输入的振动能量随着衰减的级别而减小。
因为在共振动频率上衰减作用特别强,而且残余应力减少幅度很大。通常处理加工的时间不超过一小时。实际运用中,对工件的重量没有要求。
除采用大多数各种(如焊接)处理过钢铁工件和构件外,有色金属的制成品处理效果也很好。在焊接时适当地运用振动法,常常能够消除常见的变形。在极端的情况下,焊接时采用振动处理也能防止断裂。
短短几年里,在美国已有上万套振动时效设备投入使用,因为这种以可控频率为基础的应力振动消除法使用效果很好






 |
|  RSS订阅
RSS订阅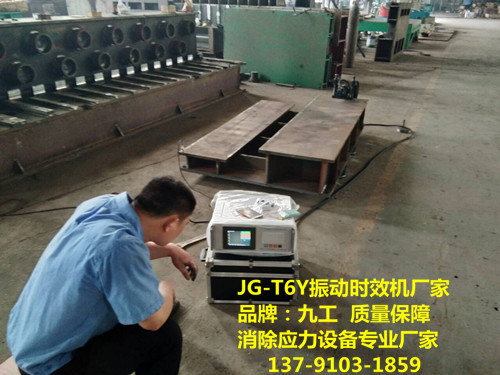






 :871792307
:871792307 客服(采购专员)
客服(采购专员)