焊接应力清除设备(超声冲击法)主要应用于钢结构件、造船行业等,只要有焊接焊缝的工件,超声冲击法能达到90%以上的消除效果。因为良好的效果广泛应用于一些军工企业,像吉林三三零八机械厂、装甲兵工程学院等等。冲击效果采用了盲孔法残余应力测试,超声冲击前首先用盲孔检测了残余应力的大小,热后用超声冲击方法进行焊趾冲击,以及对全焊道进行平面游记冲击,冲击完以后再次用盲孔残余应力测量,前后对比结果显示焊缝周围的拉应力都变成了压应力,有效。详细咨询胡女士13969160199 0531-85669635
一、什么是焊接应力
焊接应力,是焊接构件由于焊接而产生的应力。焊接过程中焊件中产生的内应力和焊接热过程引起的焊件的形状和尺寸变化。焊接过程的不均匀温度场以及由它引起的局部塑性变形和比容不同的组织是产生焊接应力和变形的根本原因。焊接应力和变形在一定条件下会影响焊件的功能和外观,因此是设计和制造中必须考虑的问题。
二、焊接应力形成的原因
对所有熔化式焊接,在焊缝及其热影响区都存在较大的残余应力,残余应力的存在会导致焊接构件的变形、开裂并降低其承载力;同时,在焊缝的焊趾部位还存在凹坑、余高、咬边造成的应力集中;而焊趾出的熔渣缺陷、微裂纹又形成了裂纹的提前萌生源。由于受残余拉应力、应力集中和裂纹萌生源的影响,焊接接头的疲劳寿命大大降低。
残余应力都集中在焊缝附近,当焊接残余应力与承载的工作应力叠加,其数值超过材料的屈服极限时,工件就会再焊缝附近产生焊接变形,断裂等现象。研究残余应力的影响不仅考虑其数值的大小,而残余应力的方向也是重要因素,用盲孔法残余应力检测仪可以对焊接残余应力值的大小和方向进行测量。在分析残余应力的影响时,即使焊接构件的残余应力值远远低于其材料的屈服极限,但如果存在严重的应力集中,那么焊接构件在其运输和使用过程中也会因残余应力的释放而发生有效性的塑性变形。
三、焊接应力消除的方法
焊接应力所造成的危害主要有两种形式:一种是焊接变形;一种是焊接开裂。根据这两种不同的形式采用合适的方法才能达到较好的效果。
目前焊接应力的消除方法主要有:振动时效、热时效、超声冲击时效。
四、如何选择合适的时效设备
在目前的三种时效方法中,振动时效可以消除30%-50%的应力,热时效可以消除40%-80%的应力,超声时效可以消除80%-100%的应力。由于热时效存在能源浪费严重、时效时间长等缺陷,热时效已经逐步被振动时效、超声冲击时效所代替。振动时效设备的生产厂家很多,只有选择专业生产厂家才能达到较好的时效效果。
五、焊接应力清除设备技术参数
1、输出功率:500W(1, the output power: 500 w)
2、输出频率:40KHz(2, the output frequency: 40 KHZ)
3、输出振幅:100um(3, the output amplitude: 100 um)
4、换能器类型:德国压电换能器(4, type of transducer, piezoelectric transducer in Germany)
5、较大连续工作时间:16h(5, the maximum continuous working time: 16 h)
6、冷却方式:风冷(6, cooling: air cooling)
7、处理速度:0.1m~0.3m/min(7, processing speed: 0.1 m ~ 0.3 m/min)
8、电压:AC220V50HZ(8, voltage: AC220V50HZ)
9、控制系统尺寸:468x460x185mm(9, the size of the control system: 468 x460x185mm)
10、冲击枪尺寸:长330mm柄直径75mm(10, impact gun size: 330 mm long grips a diameter of 75 mm)


 |
|  RSS订阅
RSS订阅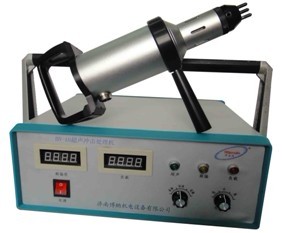







 :871792307
:871792307