本系列斗式提升机适于输送粉状,粒状及小块状的无磨琢性及磨琢性小的物料,如:煤、水泥、石块、砂、粘土、矿石等,由于提升机的牵引机构是环行链条,因此允许输送温度较高的材料(物料温度不超过250℃)。一般输送高度可达40米。
1 调试生产过程中出现的问题及分析
在安装完这两台提升机后,先进行了空载运行,未见任何异常现象;在随后的负荷调试生产阶段,随着提升物料量的增加,这两台提升机先后都出现尾轮链条跳齿、机壳晃动现象,通过观察门进行观察,提升机料斗在壳体内摆动的幅度很大,尾轮齿发生不同程度的磨损,链条的个别链板也磨出许多凹痕。由于跳齿故障的影响,投料量不能加大,辊压机的台时产能不能发挥。针对此问题,我们分析处理过程如下:
(1)认为尾轮的张紧度不足。此种提升机尾轮的张紧采用杠杆悬挂配重的方式进行张紧调节,于是在尾轮张紧装置上增加了配重,重新开机进行逐步加大辊压机投料,当投料量达到其能力的50%左右的时候,又开始出现尾轮链条跳齿振动现象,而且还造成张紧装置的连杆被折弯变形,支点处的销轴还断裂。分析认为:配重增加后,由于尾轮链条跳齿振动,作用于张紧装置上的瞬间冲击荷载也加大,造成了连杆变形和销轴的断裂,由此排除了张紧度不足造成跳齿的原因。
(2) 认为头尾轮的找正存在问题。技术人员于是重新检查了头轮轴的水平度,水平度符合规范0.3 mm/m的要求;挂钢丝线检查头尾链轮的平行度
(3) 检查尾轮轮齿的节距和链条的节距偏差。此型号提升机的尾轮链齿数为12个齿,测量链齿分度圆直径为1 216.5 mm,根据分度圆直径的计算公式d=p/sin(180/z)计算得出此尾轮链齿的节距p为314.85 mm,此链轮标准理论尺寸315 mm误差仅为0.15 mm;于是又对链条的节距进行测量,采取每3 000 mm长度范围内测量一组数据,每条分别测量10个点,测得两侧链条的节距数据如表2。
从表2中的测量数据分析可以判定此提升机的表2链条节距测量数据链条在短时间的投料运行中,链条的长度未被拉伸,链条的节距与链轮的节距误差在1.0 mm内,基本不影响二者的啮合,所以也不会导致尾轮链条跳齿。
(4)检查提升机壳体每层固定框的强度。检查后发现回料提升机一道固定框距头轮部位有6 m远,技术人员认为此台回料提升机这段的自由高度过高,提升机在运行过程中,可能壳体的晃动会造成链条的跳齿,于是在此自由段的中间位置增加了固定框。投料运行随着料量的加大,跳齿的现象仍然存在,只是减轻了提升机头轮部位的晃动。
(5)对提升机的入料点的合理性进行分析,发现两台提升机的壳体底部都存在积料,特别是回料提升机的底部积料多,造成运输过程中料斗中的一部分物料是以挖取方式获得的。这些料都是颗粒很小的物料,沉积在底部非常密实,沉积得越多,料斗获得的阻力也很大;另外发现尾轮下部有1/3的部位被积料所埋,链条进入链齿时夹入许多物料。 综合判断这可能是产生尾轮处链条跳齿的重要原因。我们的模拟试验也证实了这一判断。





 |
|  RSS订阅
RSS订阅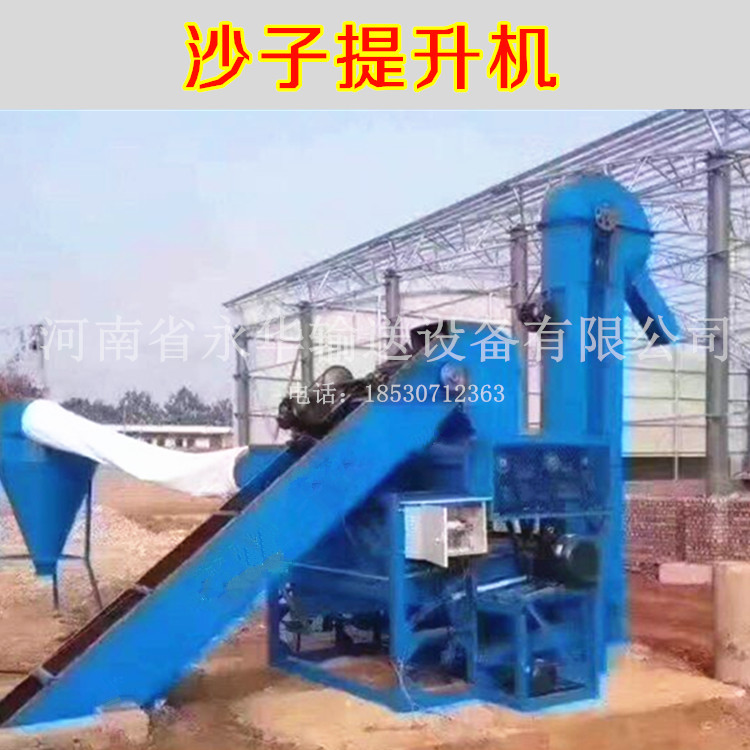



 :871792307
:871792307 客服(采购专员)
客服(采购专员)