TH250白炭黑双环链斗式提升机 粉煤灰垂直斗提机 膨胀珍珠岩提升上料机
斗式提升机尾轮应该指的是提升机进料口处的下面的链轮,叫做斗式提升机机尾,提升机用来驱动的链轮是上部的链轮,不管是皮带式提升机还是板链、环链式提升机,他们的驱动链轮都是在提升机的上部,因为提升机上部的链轮连接的是电机和减速机,所以把它称作是驱动链轮,那么就不难想象了,都是提升机尾就是下面用来符合驱动链轮的链轮,它起到的作用基本上是:控制链轮的张紧性,还有提升机在工作的时候,它是起到符合驱动链轮的重要性。

斗式提升机的安装要求:1.斗式提升机牢固地安装在坚固的砼基础上。砼基础的表面应平整,并呈水平状态,保证斗式提升机安装后达到垂直要求。高度较高的斗式提升机在其中部机壳和上部机壳的适当位置应与其相临的建筑物(如料仓、车间等)连在一起以增加其好。安装时先安装下部部件,固定地脚螺栓,然后安装中部机壳,后安上部机壳。机壳安装成功,校正垂直度。在全高上下用铅直线测量,误差应小于10mm上下轴应平行,其轴心线应在同一平面内。高度较低的斗式提升机安装时,可以在地平面把上、中、下机壳 连接并较正好,然后整体吊直固定在砼基础上。2.机壳安装好后,安装链条及料斗。料斗链接用的U型螺丝,既是链条接头,又是料斗的固定件。U型螺丝的螺母要扭紧并可靠防松3.链条及料斗安装好以后,进行适当张紧。4.给减速机及轴承座分别添加适当数量的机油和黄油。减速机用工业齿轮油润滑。轴承座内用钙基或钠基黄油均可以。5.试运转,安装完成后即应进行空车试运转。空运转应注意:不能倒转,不能有磕碰现象。空运转不小于2小时,不应有过热现象,轴承温升不超过250C,减速机温升不超过300C。空运转2小时后,一切正常即可进行负荷试车。带负荷试车时喂料应均匀,防止喂料过多,堵塞下部造成“闷车”。


 |
|  RSS订阅
RSS订阅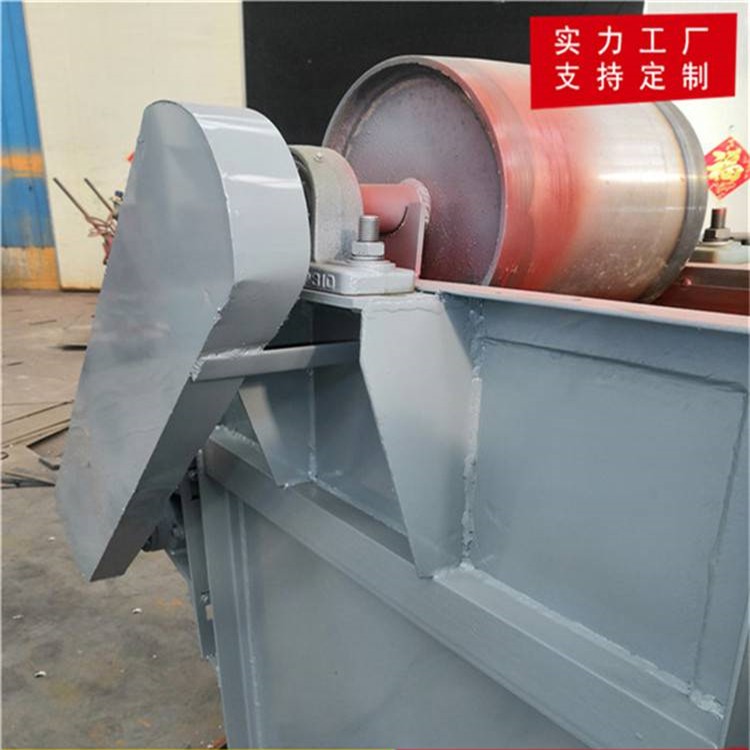










 :871792307
:871792307