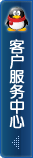
GZV4小微型电磁振动给料机
GZV系列电磁振动给料机是我厂在引进消化比利时TOLEDO公司的技术基础上,结合我国国情设计研制的新型给料设备。
该产品可广泛用于冶金、矿山、煤炭、建材、化工、电力、粮食、机械等行业,可将颗粒状、粉状物料均匀、连续、定量地送至受料装置;特别适用于自动配料、定量包装、生产流程自动化、给料精度要求高的场合。
特点
该产品作为一种新型给料设备,具备以下特点:
(1)结构合理紧凑、重量轻、整体重心偏移较小,安装维修方便,无转动部件,不需润滑、运行费用较低。
(2)设计理论合理,整机能耗低。
(3)均匀定量,给料精度高。
(4)无级调节给料量,可实现自动化控制和集中控制。
(5)给料时物料运行按抛物线轨迹前进,对给料槽体磨损小。
(6)该机不适用于300℃以上的热物料和具有防爆要求的场合。
工艺布置
电磁振动给料机的振幅和给料量受料仓仓压影响较大,设计料仓时应尽量减少仓压,使溜咀后侧板承受一定的仓压,并设置斜溜沮及下料闸门。如图,一般a=1/4b。溜咀四周应与给料槽留有一定的间隙,一般5~10mm,以免产生噪音及影响振动。
注:封闭型进、出料口尺寸由用户自定
安装与调试
安装:
按电气原理图接线,检查控制箱内各接线是否松动或脱落;检查可控硅,保证散热良好。较后,检查激振头和控制箱是否按电器设备安装规程进行接地保护。
调试:
给料机出厂前已经调试好。一般情况下,不允许对原装配状态进行调整。但如果由于运输和安装原因造成失调或故障可按以下方法调试:
(1)检查、调整铁芯之间的装配气隙,给料机振动器的设计气隙为2 ±0.1mm,如果气隙偏大,就会增大电流(导致线圈铁芯发热)使振幅漂移,反之铁芯和衔铁碰撞,产生噪音,造成损坏。因此调试前,首先要检查调整气隙值达到设计值。调整方法是松开铁芯两侧固定螺栓,然后调节铁芯后部两只调整螺栓使气隙值达到设计值,同时工作面保持平行,其平行度小于0.15mm,调好后再进行锁紧。
(2)弹性系统的调谐
一般地,现场调整板簧增加减少来进行调谐为主。在调整过程中,接入电源并调节电位器旋扭逐渐增加电流,与此同时观察振幅,此时如果电流小于或等于额定而振幅一直小于1.5~1.75mm,可把弹簧板组减少,以增加振幅,电流下降,反之采取上述措施后,振幅更小,电流相对更大,则应继续增加弹簧板组必须指出,气隙的调整和弹性系统的调谐应相互配合,交叉反复认真进行,直到振幅达到额定值,且电流小于或等于额定值、并在无撞击噪音状态下正常进行。
使用与维护
(1)开动电振机前,先将电位器调到较小位置,接通电源后转动电位器的旋扭,逐渐使振动器振幅达到额定值,这时电流应小于或等于额定值。
(2) 机器在运行过程中,应注意电流是否稳定,若变化较大,则必须进行检查。引起电流变化的原因一般有:
1)板弹簧断裂;
2)气隙发生变化。
(3) 注意铁芯和衔铁是否产生碰撞,如听到有碰撞声,必须立即停车检查或调小振幅。
(4)维护注意事项
1)定期检查螺栓是否松动,特别是板簧固定螺栓。
2)更换板簧时,要拧紧检修螺栓,然后卸下板簧。更换线圈时要保证气隙植为2±0.1mm,以及工作面平行。
3)当铁芯上配置两个线圈时,务必使线圈加紧就位。经常检查线圈压紧夹板和出线夹有无松动现象。防止线圈与铁芯产生相对运动,使线圈外皮磨破造成短路烧坏。
4)检查完毕后应及时盖上罩壳。
5)定期清扫电控箱。扫除内部灰尘。
6)在维修过程中若发现螺栓损坏,应予以更换,包括螺帽。否则运转难以稳定。
7)更换料槽要确保槽重与原槽重相同,若有变化,给料机的弹性系统必须重新调节。



GZV4小微型电磁振动给料机





 |
|  RSS订阅
RSS订阅








 :871792307
:871792307 客服(采购专员)
客服(采购专员)