德国摩根森为世界领先的分选技术提供商,成立于1968年,总部位于德国汉堡。 因其独创的摩根森概率筛而闻名于世界。摩根森相信“技术创造无限可能”,其特有的分选技术Know-How及经验为摩根森在国际上积累了牢固的声誉。
自1996年以来,德国摩根森致力于MSort光学分选系统的开发和应用。MSort光学分选机可以通过物料的颜色,形状或尺寸进行精确识别和分选。为了给客户提供更全面的分选技术解决方案,摩根森相继开发了X光分选及金属探测技术。
摩根森MSort光选系统广泛应用于矿石,玻璃回收,塑料分选等环保领域, 目前已经有超过500台光选机及15,000台概率筛在世界各地的客户工厂运行。
摩根森石英矿石光学选别——降低含铁量
概要:
工业硅生产商需要含金属杂质量最低的石英原料,以达到加入熔炉的最佳效果。这份报告描述了 30-100 毫米的石英矿石如何通过颜色和亮度自动选别以降低杂质含量。
1. 前言
西班牙西北部的岸砾中可以提取出高浓度的二氧化硅。这些颗粒的大小满足硅元素熔化的要求。由于光学选别机的应用,产品可以轻而易举地控制好铁、铝和钛这些元素的含量。相关研究表明,七个选别工人才能达到产品所要求的相应效率和质量。
2. 光学选别
岸砾是从露天矿开采出来的。通过清洗和分级,包括建筑行业所需的高等级石英砾和粒料在内的多种产品都可以产出。30-100 毫米的碎粒用于光学选别。淡黄色和灰色的石头含有更少的铁元素,这些都可以使用摩根森MikroSort AT 型号光选机剔除(图 1)。

图 1: MikroSort AT 型号光选机,配备两台颜色相机,可双面扫描,用于岩石选别
物料从电磁喂料机进入滑槽。在滑槽中,石头加速到2.5 米/秒,在它们自由落下的同时,被两边的彩色线阵相机扫描(图 2)。在低于探测单元 120 毫米处,被识别为“好”的石头会可靠地被最大力度为 3 千克的高压空气剔除出去。

图 2: 石英矿石在滑槽中加速,并由两台颜色线阵相机扫描。
MikroSort AT 型号光选机配备有覆盖 1.2 米工作宽度的 156个高性能喷嘴。这些喷嘴有 8 巴压力,一秒钟内可以反应 1万次。根据石头的尺寸和形状,所要求的含相应数量的喷嘴在一个精确计算的时间里面激活。在这个选别过程中,最大耗气量为 400 标立方每小时。连同光选机的电气连接电源,最多需要45 千瓦的能量。
3. 选别效率
图 3 和图 4 是两种不同的产物。颜色差异非常明显。有些高品质的石英矿石表面是棕色的,但里面全是灰色的。
由于双面检测器的应用,石头被假定事先破开,因此可以定义为“好”的石头。此举增加了大约 20%的产量。
图 5 展示了喂料以及选别后的“好”料的化学分析。可以看到金属杂质明显降低。当铝元素和钛元素的含量减少大约一半时,铁的含量也从 0.15%降低到 0.05%以下。因此,选别之后的石英石满足了硅元素熔化的要求。
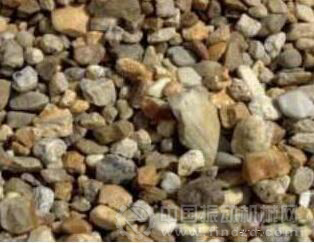
图 3 : 剔除的“好”料:低含铁量石英
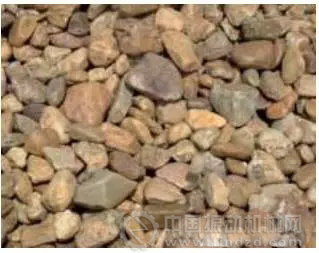
图 4 : 通过检测器的物料:高含铁量石英
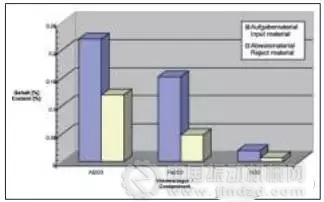
图 5: 喂料以及选别后的“好”料的化学分析
4. 选别效率
这个成功的应用表明,即使难以选别和结实的物料都可以连续高效率地选别出来。光学选别机根据原料的颜色、亮度和形状,低成本运行。他们甚至减去矿山选择性开采或传送带上人工挑选的步骤。40 毫米以下,甚至是 2-5 毫米的颗粒范围,光学选别机都可以减少传统矿石加工方法的工作量或完全替代这些方法。
摩根森的设备提供了一个广泛的选别区间,因此各种各样的不同的产品均可以有效选别出来。
摩根森发展历程
* 1947 瑞典人摩根森提出概率筛理论
* 1968 在德国汉堡成立摩根森机械制造有限公司
* 1988 并入德国阿盖尔集团公司
* 1996 生产第一台光学选别机
* 2012 全新测试中心
* 2014 广州市摩根森分选技术有限公司成立
* 2015 已经生产 15,000 筛分机和500 多台光选机
 |
|  RSS订阅
RSS订阅















































 :871792307
:871792307